
體接頭.jpg)





質(zhì)管理-16x9-1.jpg)

念-20x13-1.jpg)

注塑(sù).jpg)
-16x9-1.jpg)

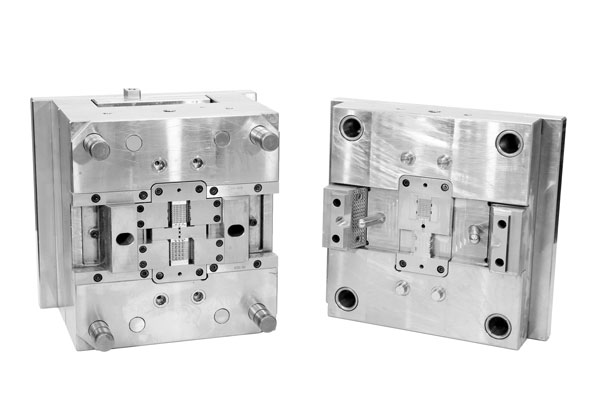
在注(zhù)塑模具的設計與製造領域,“注塑模具所需的冷卻時間究竟是(shì)多少(shǎo)”是一個高頻問題。事實(shí)上(shàng),注塑模具的冷卻時間並(bìng)非一個固(gù)定值,而是受到多種因素的綜合(hé)影響,這些因素涵蓋了注(zhù)塑(sù)成型參數、模具材料、產(chǎn)品零件特性以及模具設計本身。
成型參數:冷卻時間與收縮率的“隱形指揮(huī)棒”
成型參數對注塑部件的性能起著決定性作(zuò)用。在影響(xiǎng)零件幾何形狀的眾多加工條件中,溫度、填充參數、冷卻時間和注射(shè)速度都至關重要(yào)。這些條件相互關聯,共同決定了材料在模(mó)具中的凝固方式,進而(ér)影響著滿足零件規格所(suǒ)需(xū)的冷(lěng)卻時間。
例如,溫度的波動會直接影響材料的流動性與凝固速度。若溫度過高,材(cái)料可能凝固緩慢,導致冷卻(què)時間延長;而溫(wēn)度過低,又可能使材料過早凝固,影響零件的內部質量。填(tián)充參數和注射速度同樣如此,它們與冷卻時間相互製約,共同塑造著注塑部件的最終形態。
因此,加(jiā)工商與模具設計師的緊密合作不可或缺。雙方(fāng)需根據具體的(de)成型條件,共同探討並優化模具設計方案,確保(bǎo)冷卻時間的設定既能滿足生產效率(lǜ)要求,又(yòu)能保證零件質量。
材料性能:冷卻與收縮的“內在基因(yīn)”
材料是(shì)影響冷(lěng)卻時間和收縮率的另一關鍵因素。每種材料(liào)都有其獨特的性能,而成型(xíng)條件又會進一(yī)步改變這些性能在產品中的表現。其中,熔體溫度和模具溫度是影響材料冷卻時間和收縮率的兩個核心參數。
熔(róng)體溫度決定了材料(liào)在注入(rù)模具時的初(chū)始(shǐ)狀態。溫度過高,材料流動性(xìng)好,但冷卻時間可能延長;溫度過低,材料流動性差,可能導致填充不足或零件缺陷。模具溫度則直接(jiē)影響材料在(zài)模具中(zhōng)的冷卻速度。合理的(de)模具溫度設置能夠平衡冷卻時間與零件質量,避(bì)免(miǎn)因冷卻不均而導致的翹曲、變形等問題。
模具設計(jì):冷卻係統的(de)“精密布局”
模具設(shè)計,尤其是零件(jiàn)本身的幾何形(xíng)狀,對零件在模具中的冷卻方式有著決定性影響。零件的冷卻過程通常(cháng)是從外向內進行的,若零件存在壁厚(hòu)不(bú)均(jun1)勻的情況,冷卻階段便可能產生應(yīng)力集(jí)中。此(cǐ)時,較(jiào)薄的(de)部分會比厚的部分凝固得更快,這種凝固速度的(de)差異可能導致零(líng)件翹曲,影響產品的最終質量。
因此,熟練的設計工程師需要(yào)綜合考慮零件幾何形狀、所用樹脂以及加工參數,精準把握零件在模具中的冷卻規律,並據此設計出科學合理的冷卻係統。冷(lěng)卻(què)係(xì)統通常由貫(guàn)穿(chuān)模具的水路(lù)組成,其(qí)布局和設(shè)計需確保零件能夠均勻、高效(xiào)地冷卻。同時,模具設計者還(hái)需格外小心,避免冷卻線路與模壓機的夾緊係統或拉杆發生幹(gàn)涉,確保模具的整體穩定性和(hé)可(kě)靠性。
專(zhuān)業助力:高效經濟(jì)方案的(de)“提供者”
在注塑模具的設計與製(zhì)造領域,東莞市快活影院模具(jù)有限公司憑借(jiè)其豐富的經驗和精湛的(de)技術脫穎而出(chū)。作為一家專(zhuān)注於定製精(jīng)密模具製造與注塑加工的公司,宜(yí)澤(zé)模具在設計複雜成型條件的注塑模具方麵積累了深(shēn)厚的(de)底蘊。
我們深知,每一個注塑項目都有其獨特的需求和(hé)挑戰(zhàn)。因此,快活影院模具(jù)將自身(shēn)的實踐經驗與前沿技術緊密結合,致力於為客戶提供高效、經濟的(de)解決方案。無論是優化冷卻時間、提高零件質(zhì)量(liàng),還是降低生產(chǎn)成本(běn),快活影院模具都能憑借(jiè)專業的團隊和先(xiān)進的技術,為(wéi)客戶量身定製最適合的模具設計方案。
選(xuǎn)擇快活影院模具,就是(shì)選擇專業與信賴(lài)。讓我們攜手共創注塑行(háng)業的輝煌(huáng)未(wèi)來!
客服.png)