注塑用品.jpg)
氣體接頭.jpg)




務支持-16x9-1.jpg)





頭(tóu).jpg)
.jpg)
-16x9-1.jpg)
念(niàn)-20x13-1.jpg)
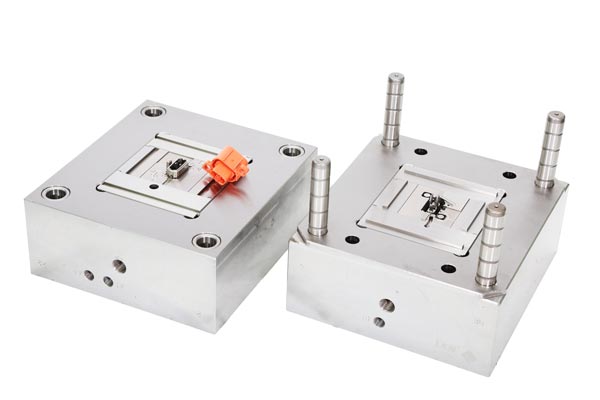
在注塑模具(jù)製造領域,加工精(jīng)度與加工餘(yú)量的合理把控是確保模具質(zhì)量、提升製品精度(dù)的關鍵因素。為達成注塑模具的高精度加工,有效降低製品誤差,不僅需嚴格保證模具加(jiā)工精度符合標準,更要在加工流程中科(kē)學預留餘量,在保障模具加工順(shùn)利推進的同時,全力提升(shēng)模具加工精度。
塑膠模(mó)具加工製(zhì)造的精度要求
注(zhù)塑(sù)模具加工的精度要求涵蓋多個維度(dù),包括(kuò)加工尺(chǐ)寸精(jīng)度、垂直度、同軸度、平行度等(děng)關鍵指標。
- 加工尺寸精度:通常情況下,注塑模具加工精度應嚴格控製在 0.005 – 0.02mm 的(de)區間內。這一(yī)精度範圍能夠滿足大多數高精度製品的生產需求,確保模具成型後(hòu)的(de)製品(pǐn)尺寸符(fú)合設計要求。
- 垂直(zhí)度:垂直度要求處於 0.01 – 0.02mm 的範圍。垂直(zhí)度(dù)是衡量模(mó)具型腔或型芯垂直方向(xiàng)精度的重要指標(biāo),對於(yú)保證(zhèng)製品的垂直度和(hé)形狀精度至關重(chóng)要。
- 同軸度:同軸度要求在 0.01 – 0.03mm 之間。同軸度主要針對模具中具(jù)有同軸關係的部(bù)件(jiàn),如型芯、型(xíng)腔等,良好的同軸(zhóu)度能夠確保製品的同軸部分尺(chǐ)寸精確、位置(zhì)準確。
- 平(píng)行度:動、定模分型麵的上、下兩平麵的平行度(dù)要(yào)求為 0.01 – 0.03mm。此外,其餘模(mó)板配合麵的(de)平行度要求在 0.01 – 0.02mm 範圍內。平行度對於模具的(de)開合模(mó)動作以及製品的成型(xíng)質量有著(zhe)重要影(yǐng)響,能夠避免因(yīn)平行度偏(piān)差導(dǎo)致的製品(pǐn)厚度不均、飛邊等問題。
同時,合模後分型麵之間的間隙必須小於(yú)所成型塑(sù)料的溢邊值,以防止塑料溢出模具,影響製品的外觀和尺寸精度。注塑模具加工的固定部分配合精度一般要求在 0.01 – 0.02mm 範(fàn)圍內,確保模具各部件之間的穩定連接和精準定位。
注塑模具加工滑(huá)動部分配合精度
注塑模具加工滑動部分的配合(hé)精(jīng)度通常選用 H7/e6、H7/f7、H7/g6 三(sān)種配合公(gōng)差。在實際加工中(zhōng),需(xū)根據具體的使(shǐ)用要求(qiú)和工(gōng)作條件進行合(hé)理(lǐ)選擇(zé)。
對於(yú)鏡麵上有掛靠台階的鑲件,需特別注意配合精度不(bú)能過(guò)緊。這(zhè)是因為在鑲件從(cóng)正麵往後退敲打拆卸時,若配合過緊,敲打工具容易碰壞鏡麵,從而影響模具的使用壽命和製品質量。在不影響產品尺寸的(de)前提下,可采用雙邊 0.01 – 0.02mm 的間隙配(pèi)合(hé),既能保(bǎo)證鑲(xiāng)件的正常拆卸,又能避免對鏡(jìng)麵造成損傷。
熱處理(lǐ)加工與(yǔ) CNC 粗加工的餘量預留
在熱處理加工環節,為保(bǎo)證工件熱處理後的尺寸精度和表麵質量,要求熱處理(lǐ)前備料尺寸單邊加 0.25mm 的磨床餘量。這一餘量能夠補償熱處理過程中工(gōng)件可能產生的變形,確保後續磨削加工能夠達到所需的尺寸精度。
對(duì)於(yú)模仁、鑲件等需要 CNC 粗加工的部分(fèn),單邊(biān)需預留合理的餘量。合理的餘量預留不僅能夠保證 CNC 粗加工的順利進行,還能為後續的精加工提供足夠的加工餘量,從(cóng)而有效控製工件的最終精度。若餘量預留不當,過大(dà)可能導致加工時間增加、刀具磨損加劇;過小則可(kě)能(néng)無法完全去除粗加工(gōng)留下的加工痕跡,影響(xiǎng)工件(jiàn)的精(jīng)度和表麵質(zhì)量。
綜上所述,注塑模具加工精度及加(jiā)工餘量的(de)預留是一(yī)個係統(tǒng)工程,需要綜合考慮多個因素,嚴格把控各個環節。隻有通過科學(xué)合理的精(jīng)度控製和餘量預留,才能製造出高質量的注塑模具,為生產出高精(jīng)度的製品提供有力保障。
