療注(zhù)塑用(yòng)品.jpg)






質管理-16x9-1.jpg)
化-20x13-1.jpg)

入我們(men)-20x13-1.jpg)

.jpg)
密零件.jpg)
-16x9-1.jpg)


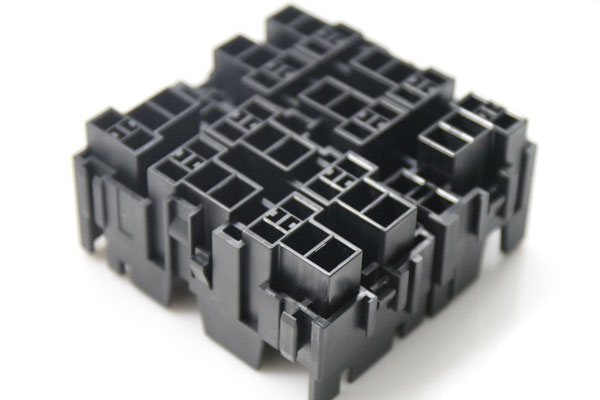
在高性能工程塑料領域,PPO(聚苯醚)與(yǔ)PS(聚(jù)苯乙烯)共混,並添加40%玻璃(lí)纖維的(de)複合材料,因其優異的熱穩定性、尺寸穩定(dìng)性和機械強度,廣泛應用於汽車電(diàn)子、電力(lì)設備、家電(diàn)外殼等對耐熱性和結構強度要(yào)求較高的領(lǐng)域(yù)。然而,這類材料的注塑成(chéng)型工藝較為複雜,對設備性能和工藝控製提出(chū)了更高要求。
PPO本身(shēn)具有良好的熱性能、電氣絕(jué)緣性能和尺寸穩定性,但其(qí)加工(gōng)性較差,流動性偏低(dī)。與PS共混後,不僅改善了流動(dòng)性和注塑加工性(xìng)能,也保留了部(bù)分PPO注塑的優(yōu)良性(xìng)能。當加入40%玻纖增強時,材料的剛性、耐熱性(xìng)、強度(dù)和(hé)尺寸穩定性都得到了顯著提升,但同(tóng)時(shí)也帶來了注塑時更高的流動阻(zǔ)力和填充難度。
對於PPO+PS+40%GF的注塑工藝而言,幹燥處理是(shì)第(dì)一步關鍵(jiàn)工序。雖然PPO本身吸濕性不強,但玻(bō)纖(xiān)增強材(cái)料若含(hán)水,會在高溫注塑過程中出現銀絲、氣泡等缺陷(xiàn)。因(yīn)此建(jiàn)議在100-110℃下充分幹燥(zào)34小時,以確(què)保成型質(zhì)量。
一、PPO+PS+40%玻纖材料特性概述
PPO本身具(jù)有高玻璃(lí)化轉(zhuǎn)變溫度(約210℃)和良好的電絕緣性,但加工流(liú)動性較差。與(yǔ)PS共混後,可改(gǎi)善其(qí)加工性能,降低熔融粘(zhān)度,提升注塑(sù)成型的可操(cāo)作性。加入40%玻璃纖維後,材料的剛性、尺寸穩定性和耐熱性顯(xiǎn)著提升,成型收縮(suō)率降低(dī)至約0.2%~0.5%,但同時也增加了熔體的粘(zhān)度和模(mó)具填充難度。
二、注塑成型工藝參數建議
幹燥處理:盡管PPO吸濕性較低,但為避免成型過程中出現銀絲(sī)、氣泡等缺陷,建議在100℃下烘幹2~4小時。
熔融溫度:建議(yì)控製在270~290℃之(zhī)間(jiān),確保材料充分熔融且不發生熱降解。
模具溫度:控製在100~150℃,有助於提高材料的流(liú)動性,減(jiǎn)少內應力,改善(shàn)表(biǎo)麵質量。
注射(shè)壓(yā)力:由於玻(bō)纖增強材料粘度較高,需(xū)采用(yòng)較高的注射壓力,建議在100~140 MPa範圍內。
保壓壓力:通常為注射壓力(lì)的40%~60%,以確保製品的尺寸(cùn)穩定性。
注射速度:中高速注射有助於(yú)改(gǎi)善材料的填充性,但需(xū)注(zhù)意(yì)模具的排氣設計,以防止氣體滯留。
螺杆轉速:中等速度,線速(sù)度約為(wéi)0.6 m/s,避(bì)免因剪切(qiē)過熱導致材料降解(jiě)。
三、成型缺陷與對策
翹曲變形:可能由於模具溫度不均或冷卻不均引起,建議優化模具冷卻係統(tǒng),確保溫度分布均勻。
玻纖外露(lù):可能由於注射速度過快或模具排氣不良(liáng),建議調整注射速度,改善模(mó)具排氣(qì)設計。
表麵銀絲:可能由於(yú)材料含水率過高,需加強原料的幹燥處理。
注射速度方麵(miàn)應保持中等至較(jiào)高(gāo)水平,這(zhè)有助於玻纖均勻分布,減少流痕和浮纖(xiān)現象。但注射速度不宜過快,否則玻纖可能會衝(chōng)擊模具型腔造成表(biǎo)麵粗糙或脫模困難。注(zhù)射壓力和保(bǎo)壓時間也需根據製品厚度和(hé)結構特點進行調節,通(tōng)常需要較高的注射壓力(100~140MPa),以克服(fú)玻纖填充阻力。
排氣設計同樣(yàng)非(fēi)常(cháng)關鍵。由於玻纖的加入使得流動阻力增大,模腔內空氣更容易被困在材料前(qián)端,從而導致燒焦、銀絲或表麵缺陷,因此模具必須具備良好的排氣槽設計,特別是在製(zhì)品的末(mò)端和包封區域。
在實際生產中,玻纖增強材料(liào)還可能帶來模(mó)具磨損加劇的問題。因此在模具鋼材的選擇上宜(yí)采用(yòng)耐磨性強的材料,如H13、S136、NAK80等,特別是製品帶有複雜幾何、長(zhǎng)流道(dào)或深腔時,更(gèng)需強化模具的表麵處理。
快活影院模具憑借對高性能材料(liào)特(tè)性的深入理解,針對PPO+PS+GF材料設計(jì)了專業的模具冷卻係統與流道(dào)結構,確保材料在高溫高壓下仍能順利成型,且製品性能(néng)穩定一致。公司(sī)不僅具備(bèi)先進的高溫注塑(sù)設備,更(gèng)擁有一支經(jīng)驗(yàn)豐富的工藝工程師團隊,從模具開發、材料選型到試(shì)模調試,均能提供科(kē)學、高效的解決方案。
值得一提的是,快活影院模具在醫療行業也有(yǒu)深厚(hòu)積澱,配(pèi)備(bèi)十萬級無塵(chén)車(chē)間,可實現高潔淨度產品的注塑生產,廣泛應用於(yú)醫療器械、電子元件、半導體封(fēng)裝等對精度和環(huán)境要求極高的行業。這種跨行業的技術融合,也進一步提(tí)升(shēng)了公司在複雜工藝控製和精密注塑加工中的實力。
總而言(yán)之,PPO+PS+40%玻纖複合材料的注塑成型(xíng)是一項技術密集型工藝,對模具(jù)結構、加工參數(shù)和成型環境要求極高。快活影院模具憑借專業的技術能力、完善的設備係統和豐(fēng)富的經驗(yàn),已成為(wéi)特種高溫塑料注塑領域的佼佼者。選擇快活影院,不僅意味著高品質的模具和製品,也意味著一站式、高效且可靠的(de)合作(zuò)體驗。
.png)