

車連接器產品(pǐn).jpg)

密零件.jpg)



業(yè)文化-20x13-1.jpg)

-20x13-1.jpg)
接器產品(pǐn).jpg)
製精密零件(jiàn).jpg)
文化-20x13-1.jpg)
入(rù)我們-20x13-1.jpg)
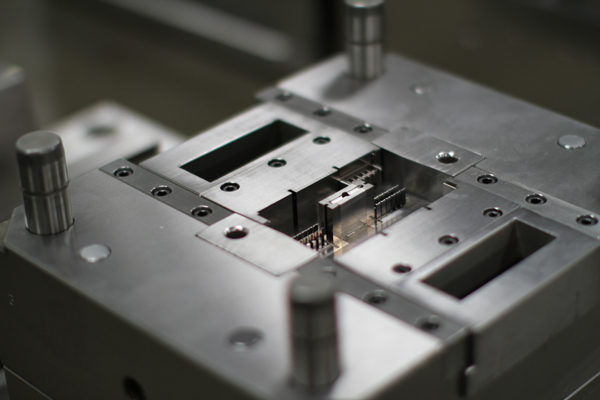
在注塑(sù)生產領域,模具的上機安裝(zhuāng)與調整堪稱關鍵環節,其操作質(zhì)量直接影響著後續產品的成型效果和生產效率。一(yī)套安裝(zhuāng)調(diào)整得(dé)當的模具,能夠確保注塑過程穩定、產品質量上乘;反之,則可能引發諸多問題,如(rú)產品缺陷、模具損壞等(děng)。接(jiē)下來,我(wǒ)們將詳細介紹模具上機安裝與調整的各個步驟(zhòu)。
注塑模具預檢:防患(huàn)未(wèi)然,築牢質(zhì)量根基
在將模具(jù)安裝到注塑機之(zhī)前(qián),預檢工作必不可(kě)少。這(zhè)一步(bù)驟猶如為模具進行一次全麵“體檢”,旨在及時發現潛在的質量問題。通過仔細檢查,我(wǒ)們(men)可以提前發現模具(jù)存在的瑕疵,如尺寸偏差、表麵(miàn)缺陷等,並及時進行修改。如此一來,便可避免模具安裝後再進行拆卸(xiè),節省了大(dà)量的時間和成本。
在分別檢查注塑模具的固定板和活動壓板時(shí),方向標記是關鍵。這些標記就像是模具的“指南針”,指引著我們正確安裝模具。如果不注意方向標記,在夾緊模(mó)具時就(jiù)容易出現錯誤(wù),導致模(mó)具安裝不(bú)牢固,影響後(hòu)續的注塑生產。因此,在預檢過程中,務必(bì)認真(zhēn)核對方向標記,確保(bǎo)模具安裝方向的準確性。
斜導模安裝:緊密(mì)配(pèi)合,確保安(ān)全運行
安裝模具時,緊密配合與安全是首要原則。對於有橫向(xiàng)分(fèn)離機構的(de)模具,滑塊的安裝位置至關重要。應將滑塊安裝在水平位置,使(shǐ)可移動塊能夠左右順暢移動。這(zhè)就好(hǎo)比給模具的“關節”塗抹(mò)了潤滑油,讓模具在運行過程中(zhōng)更加靈活自如。
如果滑塊安(ān)裝位置不(bú)當,可能會導致模具在注塑過程中出現卡頓、磨損等問題,影響模具的使用壽命和生(shēng)產效率。因此,在安裝斜導模時,要嚴格按照操作規(guī)程進(jìn)行,確保滑塊安裝位置準確無誤。
注塑模具固定:精準定位,穩固支撐模具
將模(mó)具定位環安裝在(zài)注塑機固定模板的定位環座中,是模具固定的第(dì)一步。這一步驟如同為模具找到了一個精確的“坐標”,確保模具在注塑機上的(de)位置準(zhǔn)確無誤。安裝好定位環後,以極慢的速度(dù)關閉模具,讓可移動壓板輕輕按壓模具。這一過程需要操作人員具備豐富的經驗和細膩的手感(gǎn),避(bì)免用力過猛對(duì)模(mó)具造成損壞。
隨後,使用壓(yā)板對模(mó)具(jù)進行固定。壓板必須裝有墊板,並且要上下安裝四(sì)個,以確保模(mó)具受力均勻。在使(shǐ)用壓板時,螺絲的(de)高度調整至關(guān)重要。一(yī)定要(yào)將螺絲(sī)的高度調整(zhěng)到與模腳相同的高度,使(shǐ)壓板平整。如果壓板(bǎn)傾斜,模腳就無法緊壓,壓板的側麵(miàn)也不會靠(kào)近模具,這樣在注塑過程中,模具與壓板之間就(jiù)會產生摩擦,從而損壞(huài)模具。因此,在固定模具時,要認真調整壓板螺絲的高度,確保模具固定穩(wěn)固。
校正(zhèng)頂杆的頂出距離:精準調控,保護模具與產品
固定好注(zhù)塑模(mó)具後,緩慢啟動模具(jù),直(zhí)到可動壓板停止後退。此時,需要對頂出杆的位置進行調整。將頂出杆的位置(zhì)調整到模具上頂針板與可動壓板之間,並(bìng)確保間隙不小於 5mm。這個間隙(xì)就像是模(mó)具的“安全緩衝區(qū)”,它能夠防止頂出杆在頂出過程中(zhōng)與模具發生碰撞,從而損壞注塑模具。同時,合適的間(jiān)隙也能(néng)夠(gòu)確保注射成型件順利彈(dàn)出,提高生產效率。
如果頂出杆的頂出(chū)距(jù)離調整不當,可能會(huì)導致模具損壞(huài)或產(chǎn)品無法正常脫模。因此,在校(xiào)正頂杆的頂出距離時,要使用專業的測量工具,確保調整精度符合要求。
閉模緊度的調整:平衡(héng)溢流與通風,優化注塑條(tiáo)件
為了防止(zhǐ)溢流現象的(de)發生,同時確保(bǎo)型腔能夠正確通風,調整液壓注射的夾緊機構至關重要。這一調整過程主要基於目視觀察和經驗。在合模時,肘的運動應先快後慢,這種(zhǒng)運動節奏就像是一場精心編(biān)排的舞蹈,既能夠保證模具快速閉合,又(yòu)能夠在接近閉合時減緩速度,避免對模具造(zào)成衝擊。
通過目視觀察模具的閉合情況,結合以往的經驗,我們可以判斷模具的緊密度是否恰到好處。對於有模具溫度要求的模具,應(yīng)在提(tí)高模具溫度後校正模具密封性。因為模具溫度的變(biàn)化會影響模具的尺寸和密(mì)封性能(néng),隻有在(zài)合(hé)適的溫度(dù)下進行(háng)校正,才能確(què)保模(mó)具在注塑過程中始終保持良好的密封狀態(tài)。
獲得冷卻(què)水:檢查暢通無泄漏,保(bǎo)障模具冷卻效果
連(lián)接冷卻水後,檢查冷卻水的暢通情況和是否泄漏是必(bì)不可少的步(bù)驟(zhòu)。冷卻水就像是模具的“冷卻劑”,它能夠及時帶走模具在注塑過程中產生(shēng)的(de)熱量,保持模具的溫度穩(wěn)定。如果冷卻水不暢(chàng)通(tōng)或(huò)存在泄漏問題,就會導致(zhì)模具溫度過高,影響產品的成型質量和模具的使用壽(shòu)命。
因此,在連接冷卻水後,要仔細檢查冷卻水(shuǐ)管道是否(fǒu)暢通,有無堵塞現象;同時,檢查(chá)各個(gè)連接部位是否密封(fēng)良好,有無漏水情況。一旦發現問題,要及時進行維修和處理(lǐ),確保(bǎo)冷卻水係(xì)統(tǒng)正常運行。
模具上機安裝與調整是一個係統而精細的過程,每一個步驟都關係到注塑生產的順利進行和產品質量的穩定。隻有嚴格(gé)按(àn)照操作規(guī)程進行操作,注重每一個細節,才能確保模具安裝(zhuāng)調整到位,為(wéi)後續的(de)注塑生產奠定堅實的基礎。
