

車連接器產品.jpg)






才(cái)理念-20x13-1.jpg)
-20x13-1.jpg)
體接(jiē)頭(tóu).jpg)

料注塑.jpg)
2.jpg)
-16x9-1.jpg)


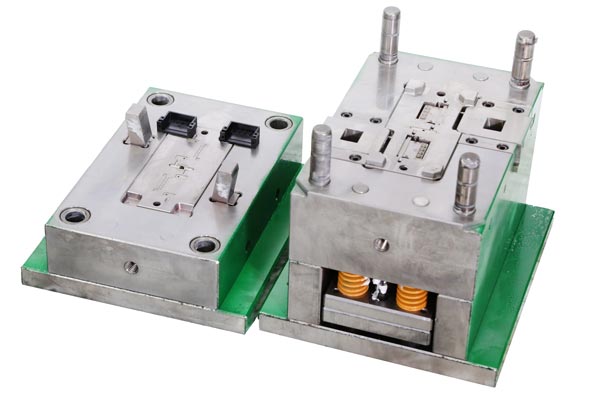
在精密注塑模具加工設計領域,每一個細節都關乎著最終產品的質量與(yǔ)性能(néng)。其中,模具澆口和流道的設(shè)計堪稱關鍵環節,若想打造出近乎完美的精密注塑模具,這兩個部分(fèn)的設計絕不容小覷。接下來,本文(wén)將詳細介紹模具澆口及流道的設計標準,為業內人士提供有益參(cān)考。
澆口設計的多樣選擇
平水口:斜度設計助力脫落
平水口,即位於(yú)主分(fèn)模麵上的澆口。依(yī)據澆(jiāo)口形狀的不(bú)同(tóng),可細分為(wéi)扇形澆口、矩形澆(jiāo)口和(hé)平縫式澆口等多種類(lèi)型。為便於水口從製品(pǐn)上順利脫落,在(zài)設(shè)計平澆口時,可賦予其一定的斜度。這一巧妙設計,能有效減少製品脫模時的阻力,避免因水口殘留而影響製品外觀與質量。
潛水口(kǒu):自動化生產之選,材質適(shì)配需謹慎(shèn)
潛水口是較為(wéi)常用的澆口類型。在精密注塑模具開模過程(chéng)中,水口會(huì)被強製脫離,這一特(tè)性極大地便利了生產自動化的(de)實現,有助於提高生產效率、降(jiàng)低人工成本。然而,需要注意(yì)的是,對於脆性塑料而言,潛水(shuǐ)口並非理想之選。因為強製脫離過程(chéng)中產(chǎn)生的應力,可能導(dǎo)致脆性塑(sù)料製品出現開裂等缺陷,影響產品合格率。
點澆口:垂直進(jìn)料,分型取料有講究
點澆口的進料方式獨具(jù)特色,是從製品的頂(dǐng)麵垂直進入。在脫模時(shí),製品與水口料需從不同的分型麵取出。這種設計在一定程度上增加了模具結構的複雜性,但也有(yǒu)其獨特優勢(shì)。不過,同樣鑒於其進料(liào)與脫模特點,脆性塑料不適合采用點澆口。否則,在垂直進料(liào)及分型(xíng)取(qǔ)料過程中,脆(cuì)性塑料製品容(róng)易因受力(lì)不均而損壞。
澆口位置選擇(zé):遵(zūn)循關鍵原則
選擇精密注(zhù)塑模(mó)具澆口位置時(shí),需遵循一係列重(chóng)要原則。首要原則是確保精密注塑模具加(jiā)工成型時的完整(zhěng)性,使塑料熔體能夠均勻、充分地填充模具(jù)型腔,避免出現缺料等缺陷。其次,要便於排氣,防止模具型腔內因氣體無法排(pái)出而產生氣(qì)泡、燒焦等(děng)問題,影響製(zhì)品質量。此外,還應盡量減少熔接痕的產(chǎn)生。熔(róng)接痕是塑料熔體在型腔內匯合時形成的線狀(zhuàng)痕跡,會降低製品的力學(xué)性能和外觀質量。因此,合理選擇澆口位置,對於提升精密注塑模具加工質量至關(guān)重要。
流道設(shè)計(jì):形狀尺寸按需而定
在精密注塑模具加工設計時(shí),除了精心設計澆口,流道的設計也(yě)不容忽視。對(duì)於流道的形狀和(hé)尺寸,可根據實際需求設計成梯形、圓形、矩形(xíng)或半(bàn)圓形等多種(zhǒng)形式。這些不同形狀的流道各有特點與適用範圍。例如,梯形流道在(zài)塑料熔(róng)體流動過程中,能夠提供較為穩定的流動狀態,減少壓力損失;圓形流道則具有較(jiào)好的對稱性,有利於塑料熔體的均勻流動;矩形流道結構簡單,易於加工製造;半圓形流道(dào)在一定程度上結合了圓形與(yǔ)矩形流道的優點。大家可根據具體產(chǎn)品的要求、模具結構特點以及生產效率等因素(sù),綜合考量後選(xuǎn)擇合適的(de)流道形(xíng)狀和尺寸。
總之,在精密注塑模具(jù)加工設計中,充分重視澆口與流道的設計(jì),並嚴格按照上述方法進行精心規劃,將為打造高品質的精密注塑模具奠(diàn)定堅實(shí)基(jī)礎,助(zhù)力企業在激烈的市場競爭中脫穎而出(chū)。
